



Turning Axle Shafts
Spring, 2017
Most axles use a clip to retain the axle shaft to the differential carrier but my acquaintance who was building the rig had trouble with that arrangement before. He pushed the differential to hard on a trip which destroyed the carrier in addition to other parts and he had to use wire to hold the axle shaft in while getting the rig back to camp.
Anyway, he didn't want that to happen again so he purchased an outboard bearing kit that would press onto the axle shaft and retain it without using the inboard clip. He didn't notice that this required modifying the existing shafts and got stuck in his build the weekend before heading out on a big trip. He didn't have time to wait for standard machine shops on the weekdays so I turned the shafts down for him.
Here is the drawing that came with the bearing kit:
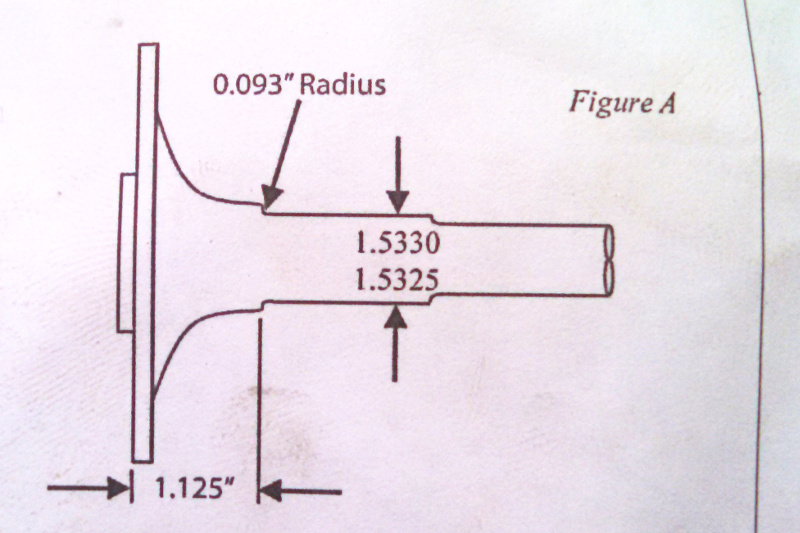
One tight tolerance but nothing that bad, this should be pretty easy right? I knew I could get it done but was worried it wouldn't fit in the lathe the easy way. It did though so no difficulty there.
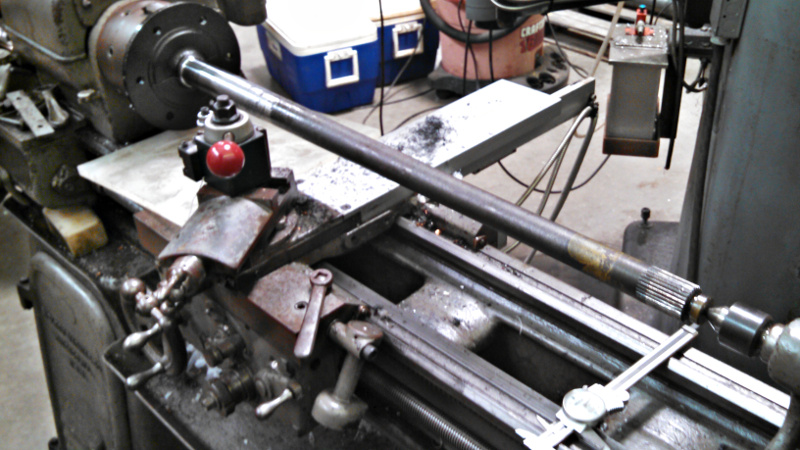
The existing shaft surface was in good shape so indicating off of it was a breeze. This application wouldn't even notice a few thousandths runout but I wasn't sure what project hte chuck had been used for last and it is so quick to dial something in that I almost always check.
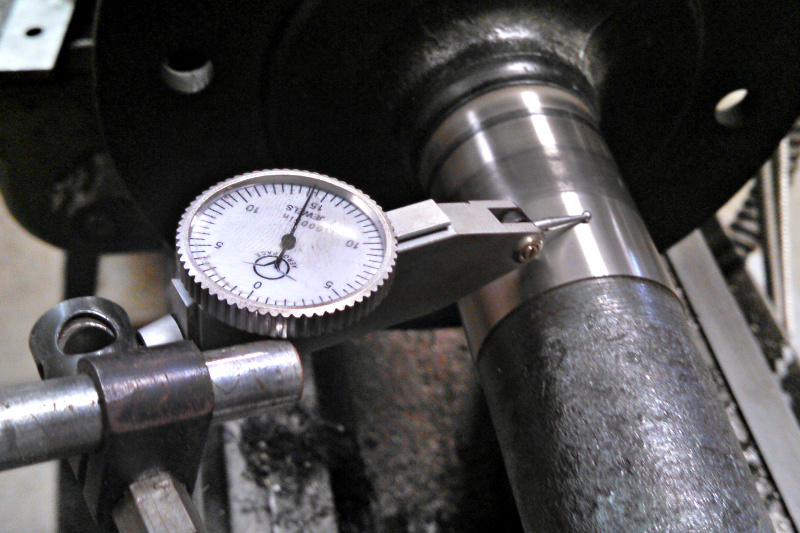
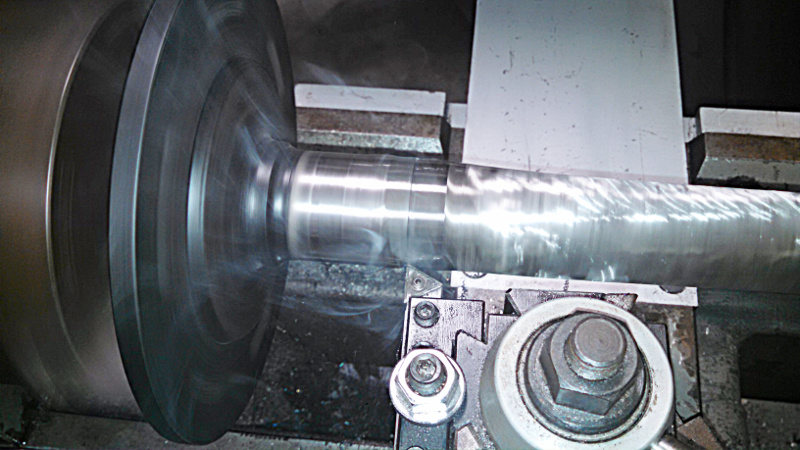
All dialed in and ready to go so I started turning. That is when I realized things were going to be a little more difficult than anticipated. I don't know what the axle shafts were, maybe a 1040 steel, but the case hardened skin on them was brutal. It was especially bad in the as-forged section of the shaft that I needed to turn since the interrupted cut just chewed up inserts. So after I toasted a few insert edges I decided to grind off most of the case in the area that I needed to machine. I did this on the lathe with and angle grinder while the lathe turned the piece.

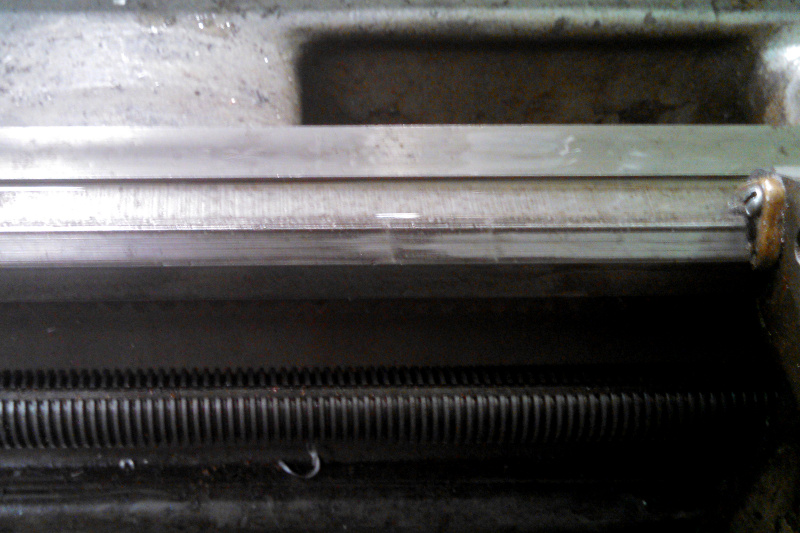
Even though I covered the ways with a plastic board and tried to direct the sparks away from the lathe and other machines I knew that there would be grinding dust on the machine after I did that so before doing anything else I wiped the lathe down and applied fresh way oil.

A good indication that the machine needs more cleaning is the oil left behind a a traveling part when you move it. Here you can see that the oil film left by the carriage is still dirty. This is what kills machines, not the big chips that look messy but the insidious little particles.
So with the worst of the skin ground off and the lathe cleaned up again I got to turning the shaft to size.
Because of the 0.0005" tolerance I needed to hit I wanted to make sure my measurements were spot on. To make 100% sure my micrometer was reading right in the range of the target size I rung together a gauge block stack to check it against. If you haven't used them before you should read up on gauge blocks, they are fascinating. For this part I didn't need to to take into consideration the calibrated deviation in the blocks, I just built my stack up and used it. 0.1030+0.1300+0.3000+1.0000=1.5330

I snuck up on the dimension and tried to hit the high side of the tolerance. Because of the skin there was a little diameter variation so I brought the area that was still high down to size the last few 0.0001" with some emery cloth.

I didn't get a usable finished picture but the parts assembled fine and the report is they functioned as desired next weekend in Utah.